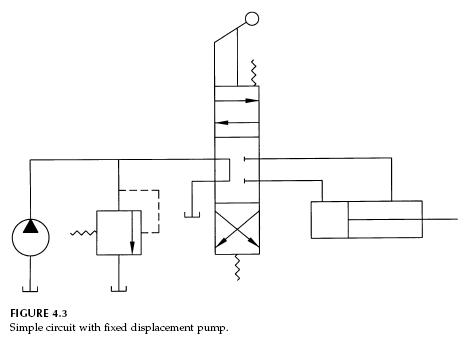
A simple circuit with fixed displacement pump is shown in Fig. 4.3. Circuits with fixed displacement pumps are called constant-flow circuits. The key concept is stated below.
Each revolution of a fixed displacement pump delivers a certain volume of fluid to the circuit. This fluid ultimately returns to the reservoir, either as a return flow, or a leakage flow.
In the circuit shown in Fig. 4.3, the fluid passes through the open center directional control valve (DCV) back to the reservoir. The only pressure developed is that required to overcome pressure drops in the lines and through the DCV. When an operator shifts the DCV, flow is diverted to the cylinder. At this instant, the pressure in the circuit is the pressure to overcome the pressure drops. We now see a key disadvantage of a constant-flow circuit. The pressure must build from a very low level to the level required to accelerate the load. In a manufacturing application, cycle time is important; thus, acceleration of the load is a key functional requirement.
Most readers will have observed an operator controlling the speed of cylinder extension by controlling the opening of the DCV. An example would be a backhoe operator who swings the boom around quickly until it nears the target and then smoothly decelerates to stop the boom at the correct location. If the boom circuit is the circuit shown in Fig. 4.1, what happens to the “constant” flow of fluid being delivered by the pump?
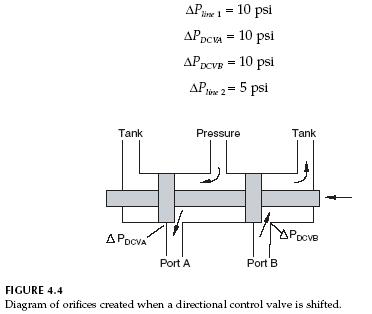
To answer the above question, it is necessary to consider the operation of a spool-type directional control valve (DCV). When the spool is shifted to connect pump flow to port A and connect the reservoir to port B, orifices are created at ports A and B (Fig. 4.4). The pressure drops across these orifices are designated ?PDCVA and ?PDCVB , respectively. These orifices raise the total pressure at the relief valve until it cracks open and diverts part of the flow back to the reservoir, thus slowing the actuator speed. It is helpful to consider a specific example.
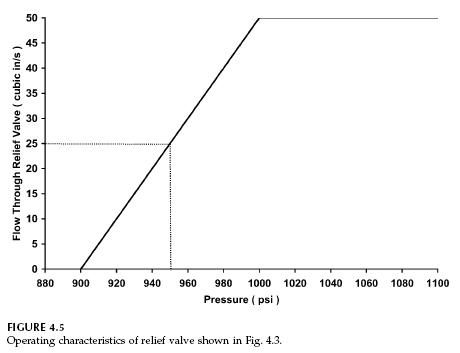
The relief valve in Fig. 4.3 has the characteristics shown in Fig. 4.5. The cracking pressure is 900 psi, and full flow pressure is 1000 psi, meaning that, when the system pressure reaches 1000 psi, all flow is diverted over the relief valve back to the tank.
The bore of the cylinder is d = 4 in., and the cylinder area ratio is 2:1. Thus, the cap end area is Ac= 12.56 in2 , and the rod end area is Ar= 12.56/2 =6.28 in2. Total flow from the pump is Q = 50 in3/s. When the DCV is fully open to extend the cylinder, the pressure drops in the circuit are as follows:

A no-load test was conducted to determine the friction force. (The seals around the piston and rod produce a friction force that opposes movement of the piston. This force is referred to as the friction force .) During no-load extension, the following pressures were measured at the cylinder ports.
Pi = pressure at inlet = 25 psi
Po = pressure at outlet = 15 psi
The friction force is
For this example, we assume that the friction force is constant. A more detailed analysis would require that we deal with the fact that it is not consistent from initiation of movement to full extension.
The load is 10,000 lbf. We are now ready to determine the total pressure required to extend the cylinder. Pressure at the cylinder outlet port is

Assuming that the operator wishes to reduce this speed to 2 in/s, what must occur? Flow to the cylinder must be reduced from 50 in3/s to 25 in3/s to reduce the cylinder speed to 2 in/s. Referencing Fig. 4.5, the pressure at the relief valve must increase to 950 psi for 25 in3/s (half the pump flow) to be diverted to the tank.
The operator partially closes the DCV to reduce the orifice size at ports A and B. The new pressure drops are
?PDCVA = 80 psi
?PDCVB = 80 psi
The force balance on the cylinder now gives the following pressure at the inlet:
With a slight adjustment to the DCV spool position, the operator will be able to increase the ?PDCV pressure drops and get Prv = 950 psi. The speed of the cylinder will then be 2 in/s. Experienced operators develop such a “feel” for the system that they can operate a cylinder almost like they move their own arms.
In cases where the load is such that operating pressure is close to the cracking pressure of the relief valve, it is possible to have the pump flow divided into three flows.
1. Flow through relief valve back to reservoir
2. Flow to load
3. Leakage flow through DCV back to reservoir (smallest of three flows)
When this happens, the operator, functioning as a feedback loop, has to readjust the DCV position.
Flow across an
orifice converts hydraulic energy to heat energy and thus reduces the efficiency of the circuit. To achieve speed control with the circuit shown in Fig. 4.1, this loss is unavoidable. Since the fluid is being heated by the speed control method, heat rejection from the circuit must be planned accordingly.