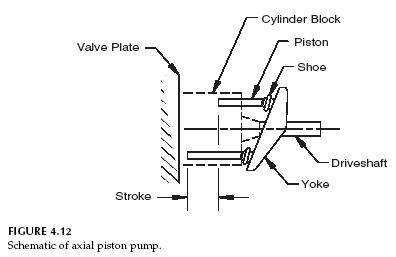
The axial piston pump has a series of cylinders (typically 7 or 9) mounted parallel to the axis of rotation. (The arrangement is similar to shell chambers in a revolver.) Pistons are installed in the cylinders. Each piston has a spherical end that mounts in a shoe (Fig. 4.12).
The shoe is held against a swashplate by a spring in the cylinder block (not shown in Fig. 4.12). The swashplate remains stationary as the cylinder block rotates with the input shaft. When the swash plate is at an angle to the shaft (as shown in Fig. 4.12), it moves the pistons back and forth in the cylinders as the cylinder block rotates. This movement provides the “pumping action.”
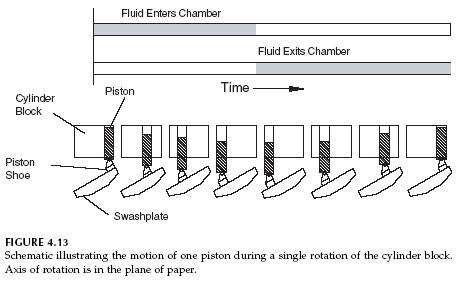
It is helpful to follow the motion of one piston as the cylinder block makes one revolution. As shown in Fig. 4.13, the piston moves to the left as the cylinder block rotates 180° to place the piston at the bottom of the cylinder. It moves to the right as the cylinder block returns to the original position. The reader can readily visualize that, if proper porting is provided, fluid will flow into the cylinder during the first 180° of rotation, and this fluid will be forced out during the second 180° of rotation. Note the bar graph in the figure that shows when the inlet port is open and when the outlet port is open.
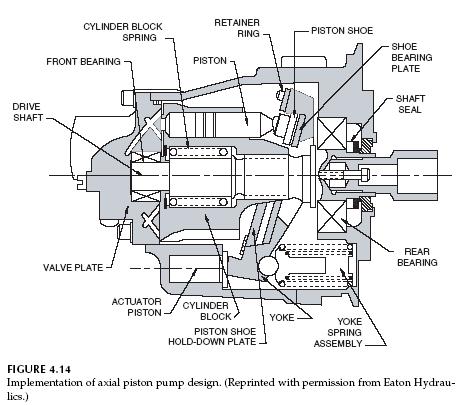
Implementation of the design in an actual pump is shown in Fig. 4.14. Three key components, not previously discussed, are identified in this figure.
1. Cylinder block spring. This spring holds the block in position so that the piston shoes are always held in contact with the swashplate. This spring rotates with the cylinder block.
2. Yoke spring assembly. This spring holds the swashplate against the actuator piston.
3. Activator piston. This activator functions like a small hydraulic cylinder. When fluid flows into the cylinder, the piston extends and reduces the angle of the swashplate. The yoke spring assembly is compressed when the swashplate angle is reduced. Like the swashplate, both the actuator piston and the yoke spring assembly are stationary. [Smaller pumps (<15 hp) are actuated directly and do not have the activator piston, unless they are pressure compensated.]
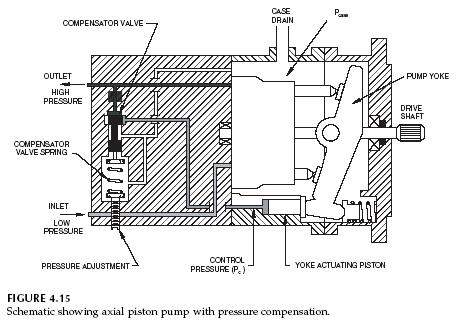
Like the vane pump, an axial piston pump can be configured as a pressurecompensated pump (Fig. 4.15). The outlet pressure (high pressure), Ps, is incident on the end of the compensator valve spool. This pressure multiplied by the area of the spool gives a hydraulic force, Fh, which is opposed by the spring force, Fs, produced by the compensator valve spring. When Ps increases to the point where Fh equals Fs, the spool shifts downward, and fluid flows to the actuator piston.
The pressure at the actuator piston is Pc = Ps ? ?P, where ?P is the pressure drop across the orifice formed when the compensator valve cracks open. As Ps increases, the compensator valve opens more, ?P decreases, and Pc approaches Ps. The increase in Pc increases the hydraulic force produced by the actuating piston, and eventually it rotates the yoke until it is perpendicular to the shaft and pump displacement is zero. The pump will hold this pressure and deliver no flow until something is done to lower the pump outlet pressure.
The pressure-compensated axial piston pump, like the pressure-compensated vane pump, can be used in a circuit without a relief valve. It is good design practice to include the relief valve. The first reason a relief valve is needed is to clip pressure spikes due to load dynamics. The second reason is readily apparent with a more careful examination of Fig. 4.15. Suppose the spool in the compensator valve sticks. [Spool-type valves will “silt-up” if they are actuated infrequently. The silting phenomenon is caused by tiny particles in the fluid (contaminants) being forced into the clearances in the valve. Eventually, the valve spool sticks and can be shifted only with the application of a sizeable force.] If this happens, the system pressure can continue to increase above the deadhead pressure set by the compensator valve spring. A relief valve protects the circuit if this happens.